

Design 5000 LPH RO plant for Dairy Industry
The dairy industry requires a constant supply of high-quality water for various purposes, including processing, cleaning, and sanitation. Reverse Osmosis (RO) technology can be used to produce high-quality water suitable for the dairy industry's needs.
In this blog, we will design a 5000 liters per hour (LPH) RO plant for the dairy industry and discuss the design basis, process flow diagram, and working function in detail.
Design Basis:
The design basis includes factors such as the quality of feed water, the required output, and the type of membrane to be used. In the dairy industry, the feed water quality varies depending on the location and source of the water. In this case, we will assume that the feed water has a TDS (Total Dissolved Solids) of 1000 ppm and the required output is 5000 LPH. The type of membrane to be used will be a spiral wound membrane.
Process Flow Diagram:
The process flow diagram (PFD) is a schematic representation of the major equipment and the flow of water in the RO plant. The PFD for a 5000 LPH RO plant for the dairy industry is shown below.
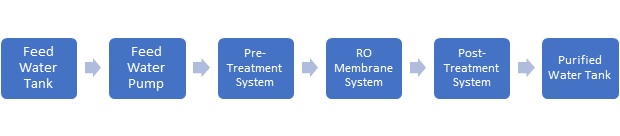
The PFD shows the following major equipment:
- Feed Water Tank: This tank stores the feed water and supplies it to the RO plant.
- Feed Water Pump: This pump pressurizes the feed water and sends it to the RO plant.
- Pre-Treatment System: The pre-treatment system includes a sand filter, activated carbon filter, and dosing system. The sand filter removes suspended solids and the activated carbon filter removes chlorine and other organic compounds. The dosing system adds chemicals to adjust the pH of the water and prevent scaling and fouling.
- RO Membrane System: The RO membrane system includes a high-pressure pump, pressure vessel, and spiral wound membrane. The high-pressure pump pressurizes the water and sends it to the pressure vessel, where the water passes through the membrane and the purified water is collected.
- Post-Treatment System: The post-treatment system includes a UV sterilizer and a mineral cartridge. The UV sterilizer disinfects the water and the mineral cartridge adds essential minerals to the purified water.
- Purified Water Tank: This tank stores the purified water and supplies it to the dairy industry.
Working Function:
The working function of the RO plant can be explained in the following steps:
- Feed water is stored in the feed water tank and is pressurized by the feed water pump.
- The pressurized water is sent to the pre-treatment system, where it undergoes pre-treatment processes such as sand filtration, activated carbon filtration, and dosing to adjust the pH.
- The pre-treated water is sent to the RO membrane system, where it passes through the spiral wound membrane. The membrane separates the water into two streams: permeate and concentrate. The permeate is purified water that passes through the membrane and is collected in the purified water tank. The concentrate is the remaining water that does not pass through the membrane and is sent to drain.
- The purified water from the purified water tank is sent to the post-treatment system, where it undergoes UV sterilization and mineralization.
- The purified and mineralized water is stored in the purified water tank and is used for various purposes in the dairy industry, including processing, cleaning, and sanitation.
Conclusion:
A 5000 LPH RO plant can provide high-quality water suitable for the dairy industry's needs. The design basis, process flow diagram, and working function of the RO plant have been discussed in detail in this blog. It is important for the dairy industry to ensure that their RO plant is designed and operated efficiently to meet the required water quality standards and regulations. Regular maintenance and monitoring of the RO plant are also essential to ensure its proper functioning and prolong its lifespan. The dairy industry can consider installing a remote monitoring system to continuously monitor the RO plant's performance and receive alerts in case of any issues.
In conclusion, an RO plant is an effective solution to provide high-quality water for the dairy industry's needs. The design of the RO plant should be based on the quality of feed water, required output, and type of membrane to be used. The process flow diagram and working function of the RO plant should be carefully planned and implemented to ensure efficient and effective operation. Proper maintenance and monitoring are crucial to ensure the RO plant's performance and prolong its lifespan.
For any other support, inquiries, or product purchases, call on +91-9650608473 or email at enquiry@netsolwater.com
