

Membrane Bioreactor for Industrial Effluent Treatment Plants
As industrial manufacturing processes grow more complex and environmental regulations tighten discharge limits, companies are increasingly turning toward advanced wastewater treatment solutions like membrane bioreactors (MBRs) to meet stringent effluent quality targets cost-effectively. MBR technology combines conventional biological treatment along with membrane filtration into a compact footprint perfect for industrial settings where space is constrained. Let's explores key considerations for designing and implementing robust MBR systems tailored to treat challenging industrial waste streams.
MBR Process Overview
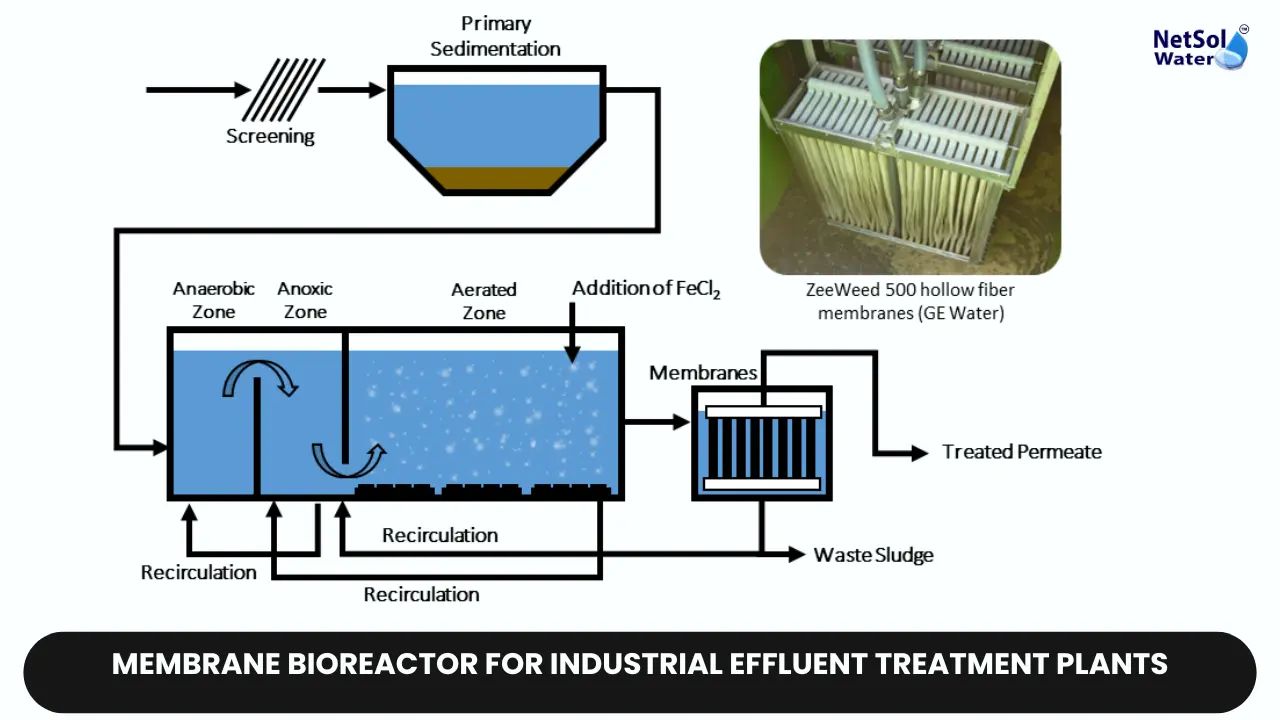
The core MBR process involves an aeration tank where airflow cultivates the growth of microorganisms that consume organic contaminants and nutrients present in the industrial influent stream. However, rather than conventional clarifiers for liquid-solid separation following biological treatment, MBR systems utilise membranes typically made of hollow fibre polymer filters. As air scouring keeps microbes suspended, membrane permeate cycles remove treated water, retaining solids within the bioreactor. The concentrated sludge undergoes periodic wasting.
Pretreatment for Industrial Effluent
With potent chemicals, heated effluents, oils, metals and other potentially toxic compounds entering MBR systems, sufficient pretreatment must occur to condition industrial waste prior to biological treatment. Typical methods include pH neutralisation, chemical oxidation or reduction, coagulation/precipitation, dissolved air flotation, activated carbon and multimedia filtration. Pretreatment design is critical for MBR success.
Membrane Module Configurations
There are two main MBR membrane configurations - immersed membranes residing directly within the mixed liquor of the bioreactor tank or externally arranged membranes with mixed liquor pumped through membrane modules within separate tanks. Each configuration provides unique advantages regarding ease of operation, footprint, energy use and managing fouling. Industries with space constraints often utilise the more compact immersed membranes.
Enhancing Membrane Performance
Addressing membrane fouling and cleaning represents a key operational challenge for industrial MBRs. Fouling mitigation techniques range from proper pretreatment to membrane back pulsing, biofilm control via chlorine or ozonation, the addition of coagulants/adsorbents, promoting turbulence near membrane surfaces, and optimizing air scouring. Selecting ideal membrane materials and pore sizes specific to waste composition also minimizes fouling tendencies.
Disinfection and Reuse Possibilities
A major advantage of MBR systems is their ability to provide superior effluent microbial/pathogen removal compared to conventional treatment, often meeting stringent disinfection requirements with minimal additional treatment. Many industrial MBR effluents achieve water quality high enough for recycling or direct reuse applications within facilities, minimizing discharge volumes and representing a double sustainability win.
Automation and Process Control
Full-scale industrial MBR plants incorporate pervasive automation, instrumentation and process control systems for optimal operation. Microprocessor-based logic controllers coordinate equipment like aerators, pumps, valves and membrane operations. Online sensors for turbidity, pH, dissolved oxygen and temperature provide continuous performance monitoring.
Conclusions
As the industry seeks more compact, efficient, and higher-performing wastewater treatment options, MBR technology represents an attractive proposition, particularly where floor space is limited or effluent. It must meet stringent water quality requirements for reuse. With ample operational experience from municipal wastewater treatment applications, MBRs are increasingly being customised and enhanced to handle complex industrial waste streams containing toxins, solvents, heated materials and manufacturing byproducts. Continued innovation in membranes, fouling control, pretreatment and disinfection protocols will further boost MBR capabilities for industrial settings.
To explore customised commercial RO plants, Industrial RO plants, ETP or STP solutions for your needs in your areas and nearby regions, contact Netsol Water at:
Phone: +91-965-060-8473
Email: enquiry@netsolwater.com
