

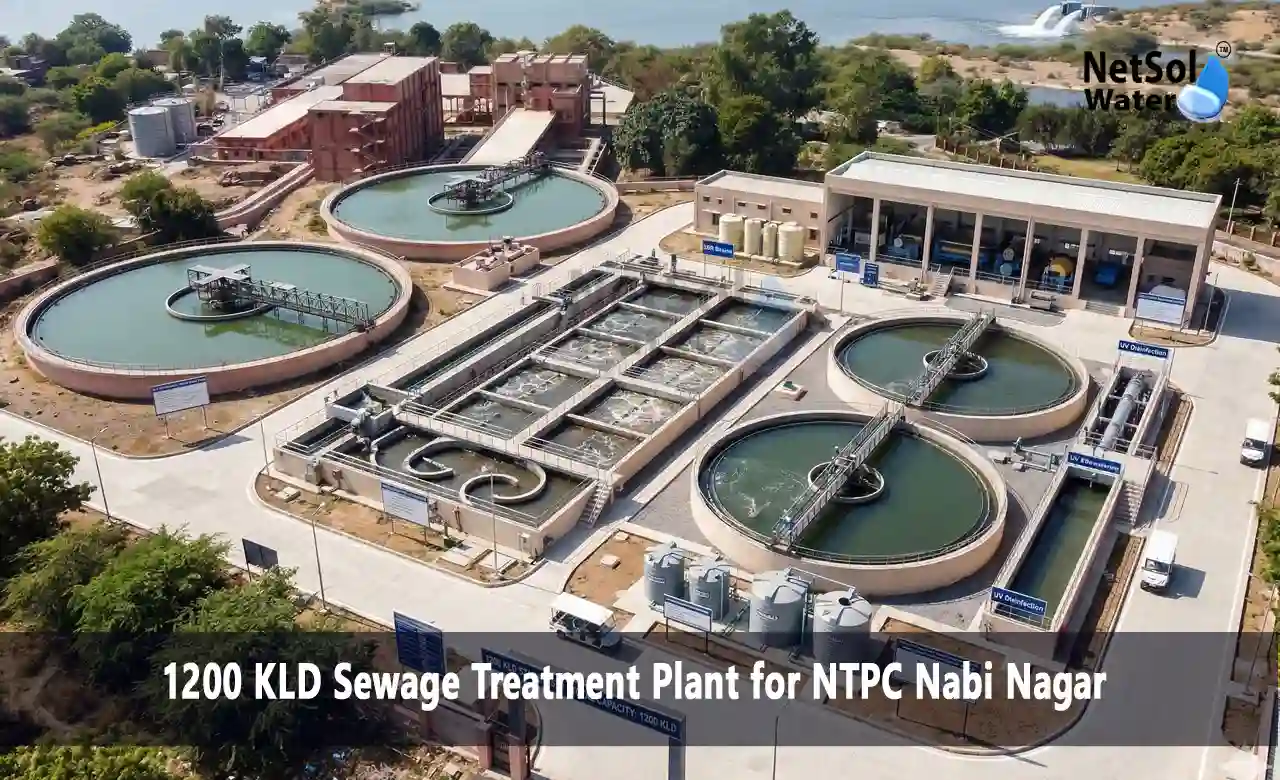
Case Study: 1200 KLD Sewage Treatment Plant for NTPC Nabi Nagar
Netsol Water successfully designed, installed, and commissioned a 1200 KLD Sewage Treatment Plant (STP) for NTPC Nabi Nagar, one of India's premier thermal power generation facilities, located in Nabi Nagar, Bihar. This project stands as a landmark example of advanced domestic wastewater treatment in the industrial sector, demonstrating how the Moving Bed Biofilm Reactor (MBBR) technology can deliver consistent, high-quality treated effluent in challenging operational environments.
| Client | NTPC Nabi Nagar |
| Project Type | Sewage Treatment Plant (STP) |
| Capacity | 1200 KLD (Kilolitres per Day) |
| Location | Nabi Nagar, Bihar, India |
| Application | Domestic Wastewater Treatment |
| Technology | MBBR (Moving Bed Biofilm Reactor) |
| Executed By | Netsol Water Solutions Pvt. Ltd. |
| Project Video | https://www.youtube.com/watch?v=7ETlTTkf8r8 |
Watch the Plant in Action:
The video walkthrough of the plant showcases the compact layout, visible MBBR media in aeration tanks, the clarifier, tube settler, Pressure Sand Filter (PSF), Activated Carbon Filter (ACF), and the continuous operation infrastructure that ensures round-the-clock performance.
Problem Statement
NTPC Nabi Nagar's residential and administrative campus generates a substantial volume of domestic sewage daily from staff quarters, guesthouses, canteen facilities, and administrative blocks. Before the installation of the STP, this wastewater was posing significant environmental and regulatory challenges:
• High Sewage Load: Raw sewage with BOD levels of 250–300 mg/L and COD values of 400–500 mg/L was being generated, far exceeding permissible discharge limits under the Central Pollution Control Board (CPCB) norms.
• Suspended Solids Overload: Incoming TSS concentrations ranging from 200–300 mg/L were contributing to sludge accumulation and drainage blockages across the campus.
• Regulatory Compliance Risk: Non-compliance with the Pollution Control Board (PCB) norms for wastewater discharge was a serious operational and legal liability for NTPC.
• Fluctuating Influent Parameters: The campuses diverse usage patterns resulted in widely varying wastewater parameters, making consistent treatment a technical challenge.
• Water Wastage: Treated or semi-treated water was not being reused, leading to unnecessary consumption of freshwater for non-potable applications like gardening and toilet flushing.
• Limited Installation Space: The designated area for the plant was compact, demanding an engineering solution with a minimal footprint without compromising capacity.
Objectives
The primary objectives of the 1200 KLD STP project for NTPC Nabi Nagar were clearly defined to ensure measurable outcomes:
• Treat 1200 KLD of domestic sewage to meet CPCB/State PCB discharge standards.
• Reduce BOD to below 20 mg/L, COD to below 50 mg/L, and TSS to below 30 mg/L.
• Achieve consistent 90–95% treatment efficiency across all key parameters.
• Enable reuse of treated water for horticulture, landscaping, and toilet flushing within the campus.
• Design a compact, low-maintenance, and fully automated plant suitable for continuous operation.
• Ensure compliance with environmental regulations and eliminate risk of PCB notices.
Proposed Solution
After thorough analysis of the site conditions, influent characteristics, and client requirements, Netsol Water's engineering team proposed a state-of-the-art MBBR-based Sewage Treatment Plant integrated with tertiary treatment stages. The MBBR technology was selected for its proven efficiency, compact footprint, resilience to load fluctuations, and lower sludge generation compared to conventional activated sludge processes.
The proposed solution included the following treatment stages:
• Preliminary Treatment: Bar screens and grit chambers to remove large solids and inorganic material.
• Primary Treatment: Primary settling tank (PST) for removal of settleable solids and reduction of organic load.
• Secondary (Biological) Treatment: MBBR technology using high-surface-area plastic media to support dense biofilm growth for aerobic degradation of organic matter.
• Secondary Clarifier: Separation of biological sludge from treated effluent using a tube settler for enhanced solid-liquid separation.
• Tertiary Treatment: Pressure Sand Filter (PSF) for removal of residual suspended solids, followed by Activated Carbon Filter (ACF) for colour, odour, and trace contaminant removal.
• Disinfection: Chlorination or UV disinfection to eliminate pathogenic microorganisms.
• Sludge Management: Sludge thickening, drying beds, and safe disposal protocols.
Process Flow
Based on the actual plant visible in the project video, the treatment process follows a well-defined multi-stage flow designed for maximum efficiency:
| Stage 1 | Inlet Chamber & Bar Screen – Removal of rags, plastics, and coarse solids from raw sewage inflow. |
| Stage 2 | Oil & Grease Trap / Grit Chamber – Removal of sand, grit, and floatable oils. |
| Stage 3 | Equalization Tank (EQ Tank) – Flow and load equalization to buffer fluctuating influent conditions. |
| Stage 4 | MBBR Aeration Tank – Core biological treatment using HDPE media for biofilm growth. |
| Stage 5 | Secondary Clarifier with Tube Settler – Gravity separation of biomass from treated effluent. |
| Stage 6 | Pressure Sand Filter (PSF) – Removes residual turbidity and fine suspended matter. |
| Stage 7 | Activated Carbon Filter (ACF) – Adsorption of colour, odour, and trace organics. |
| Stage 8 | Disinfection Unit – Chlorination / UV treatment for pathogen removal. |
| Stage 9 | Treated Water Storage / Reuse Tank – Storage for reuse in flushing, horticulture, etc. |
Implementation Process
The implementation of this 1200 KLD STP at NTPC Nabi Nagar was completed in a phased and systematic manner. Netsol Water's project management team handled every aspect from detailed engineering to final commissioning.
Phase 1: Site Survey & Detailed Engineering
A comprehensive site survey was conducted to assess soil conditions, available space, topography, and existing drainage infrastructure. The engineering team prepared detailed drawings, P&IDs (Piping and Instrumentation Diagrams), and equipment specifications based on influent characterization data.
Phase 2: Civil Construction
Given the space constraints at the NTPC campus, the plant was designed with a compact civil footprint. Underground and above-ground RCC structures were constructed for the EQ tank, MBBR reactor, clarifier, and filter units. The layout visible in the plant video confirms the intelligent use of available land with a well-organized pipeline network.
Phase 3: Equipment Procurement & Installation
All key equipment — including MBBR media, diffusers, blowers, pumps, PSF, ACF vessels, tube settlers, and control panels — was procured from reliable suppliers meeting IS/BS standards. Equipment was installed as per design specifications with careful attention to electrical safety and hydraulic gradient.
Phase 4: Commissioning & Biological Start-Up
One of the critical challenges in MBBR-based plants is the biological start-up period, during which the biofilm develops on the MBBR media. Netsol Water's process engineers monitored MLSS levels, DO (Dissolved Oxygen), and biofilm thickness over 4–6 weeks to ensure stable nitrification and carbon removal. Seed sludge was introduced from a functional STP to accelerate the start-up.
Key Challenges Overcome
• Space Constraint: Compact plant layout designed to fit within the allocated footprint without compromising capacity or performance.
• Load Variation: EQ tank and MBBR buffering capacity were optimized to handle peak and off-peak flow variations common in township-style campuses.
• Coordination with NTPC Operations: Work was executed without disrupting ongoing power plant operations, requiring careful scheduling and safety protocols.
• Biological Media Retention: Specially designed screens were installed on the MBBR tank outlets to prevent media loss during operation, ensuring long-term system integrity.
Results & Performance
Post-commissioning performance evaluation confirmed that the 1200 KLD STP Plant at NTPC Nabi Nagar achieved its design objectives with exceptional results:
| Parameter | Influent (Raw Sewage) | Effluent (Treated Water) | Removal % |
|---|---|---|---|
| BOD (mg/L) | 250–300 | < 20 | ~92–93% |
| COD (mg/L) | 400–500 | < 50 | ~90% |
| TSS (mg/L) | 200–300 | < 30 | ~90–93% |
| pH | 7.0 – 8.5 | 6.5 – 8.5 | Compliant |
| Coliform (MPN/100mL) | >10? | <200 | >99% |
Overall Treatment Efficiency: 90–95% across all key parameters. The plant has been operating continuously since commissioning with minimal downtime, validating the robustness of the MBBR-based design.
Key Benefits
1. Environmental Benefits
• Zero untreated sewage discharge into the environment, protecting local water bodies and groundwater.
• Significant reduction in BOD, COD, and TSS ensuring compliance with CPCB norms for Sewage Treatment Plants in Bihar.
• Lower carbon footprint due to energy-efficient MBBR process and optimized blower operations.
2. Operational Benefits
• Compact plant design overcomes space limitations without sacrificing capacity — ideal for the 1200 KLD STP Plant scale.
• MBBR technology requires less operator intervention compared to conventional activated sludge systems.
• Continuous operation system ensures 24/7 treatment capability with automated monitoring.
• Minimal sludge generation reduces disposal costs and logistical challenges.
3. Economic Benefits
• Treated water reuse for gardening, horticulture, and toilet flushing reduces dependency on freshwater supply, lowering operational costs.
• Avoids regulatory penalties and non-compliance costs associated with untreated discharge.
• Long equipment lifespan with HDPE MBBR media ensuring 15+ years of effective operation.
4. Social & Compliance Benefits
• Ensures NTPC's commitment to corporate environmental responsibility and sustainable operations.
• Full compliance with Pollution Control Board standards ensures uninterrupted plant operations.
• Replicable model for other STP for NTPC and public sector wastewater management projects across India.
Conclusion
The successful commissioning of the 1200 KLD Sewage Treatment Plant at NTPC Nabi Nagar by Netsol Water reaffirms the power of advanced MBBR technology in addressing complex industrial and domestic wastewater challenges. This Wastewater Treatment Solution for Bihar stands as a model project - combining engineering innovation, environmental compliance, and operational efficiency in a compact, high-performance package.
The project not only addressed the immediate challenge of treating high-load domestic sewage but also created a pathway for treated water reuse, supporting NTPC Nabi Nagar's long-term sustainability goals. The visible results - from crystal-clear effluent leaving the ACF unit to the continuous operation of the plant round-the-clock - reflect Netsol Water's engineering excellence and commitment to environmental stewardship.
About Netsol Water – Complete Water & Wastewater Treatment Solutions
Netsol Water is a leading and trusted name in the water and wastewater treatment industry in India, delivering advanced, reliable, and cost-effective solutions across industrial, commercial, and institutional sectors. With years of engineering expertise and 500+ successful installations, Netsol Water has established itself as a one-stop solution provider for sustainable water management.
Our Core Expertise
1. Sewage Treatment Plant Manufacturer
2. Effluent Treatment Plant Manufacturer
3. Commercial RO Plant Manufacturer
4. Industrial RO Plant Manufacturer
Partner with Netsol Water for Your Wastewater Needs
Are you looking for a reliable, compliant, and cost-effective Sewage Treatment Plant solution for your industrial complex, residential township, or institutional campus? Netsol Water has delivered proven wastewater treatment solutions across India - from 1200 KLD STP Plants to large-scale industrial effluent systems.
Contact Netsol Water Today
Call: 9650608473, Email: info@netsolwater.com
