


What is Usage of Membrane bioreactor technology in STP and ETP?
Membrane bioreactors (MBRs) are wastewater treatment systems that combine a biological process, such as a suspended growth bioreactor, with a perm-selective membrane, such as microfiltration or ultrafiltration.
The conventional or classic activated sludge (CAS) method is changed by this technology. The CAS method involves a biological tank where organic carbon and amino compounds, are degraded via aerobic treatment, followed by a sedimentation tank.
Separating the solids from the liquid in the sedimentation tank, often referred to as a "secondary clarifier," enables the liquid to be released or sent on to tertiary treatment, such as filtering and UV disinfection.
Kinds and types of Membrane bioreactors (MBRs)
· Membranes that are inserted internally or submerged into the bioreactor.
· Membranes that are external or side-stream are a separate entity.
The basics of MBR design
When designing a membrane bioreactor system, the following elements are crucial:
· The bio treatment process,
· The membrane configuration, and
· The membrane separation process.
1. The process of membrane configuration
MBRs typically have one of two membrane arrangements:
· Hollow
· Flat Sheet of Fiber
The biologically generated solids are not permitted to pass through the water-filled membranes. Additionally, water can flow through it either "in-to-out" or "out-to-in"
2. Membrane Separation Technique
Placing the membrane module inside or outside the tank during the full MBR process, is how the membrane separation processes, are configured.
In the molecular arrangement of a continuous structure, membrane separation uses pores or tiny apertures, to selectively separate components.Pore size and separation driving force are the two variables used to categorize membrane separations.
These two groups are divided further into:
Reverse osmosis (RO), Microfiltration (MF), Ultrafiltration (UF), and Ion-Exchange (IE).
3. The configuration of the bio treatment process
The biotreatment process configuration defines biochemistry and, as a result, determines:
What impurities are eliminated, including organic carbonaceous materials, ammonical chemicals, and nutrients, and what products are created; carbon dioxide or methane, nitrate or nitrogen, etc.
Membrane technology is employed in biological processes as a diffuser, to deliver air or oxygen in a molecular or bubble less form, or as a filter to conserve biomass, as in an MBR.
The configuration of biotreatment procedures might be either "fixed film" or "suspended growth." The classic activated sludge (CAS) method is the foundation of an MBR, which uses membrane separation, rather than sedimentation of the preserved material.
Key Characteristics of a Membrane Bioreactor Process
· Compact compared to a traditional system,
· Minimal energy use (0.30 kWh/m3),
· 99.9999% elimination of all coliform,
· There are no chemicals needed for the treatment,
· Modular building design,
· Minimal civil construction for a single packed unit.
Conventional versus Membrane Bioreactor Process
A typical biological technique for extracting organic material from wastewater is called CAS. To lessen organic pollution, it involves oxidising carbonaceous biological waste.Flotation and sedimentation basins, a clarifier for posttreatment, and occasionally disinfection tanks are all used, in this conventional wastewater treatment plant configuration.
The MBR simply combines these procedures in one basin, whereas the reactor tank has a membrane that serves as a physical barrier. The compact design allows for much greater TS values, and a much smaller aerobic tank, as a result.
Due in part to the optimization of the duration the body is held; the system is small and degrades quickly. It is also possible to remediate sludge with concentrations between 10 and 20 g/l.
The effluent is of very high quality because of the suspended particles, pathogenic microorganisms, and COD. The effluent quality is frequently very superior.
Benefits of Membrane Bioreactor or MBR Process
· MBR uses half as much space as conventional activated sludge (no clarifiers, no pre-treatment, no tertiary treatment, fewer pipes and valves, and less equipment).
· Additionally, by removing a portion of the liquid portion of the mixed liquor, it reduces the footprint of the activated sludge treatment.
· The concentrated waste is subsequently treated using the activated sludge procedure.
· The wastewater is typically of such high quality that disposal into susceptible areas is feasible.
· Decreased levy expenses.
· It is feasible to use process water directly in a range of applications.
· Direct post-purification using reverse osmosis or nanofiltration is an option, for the removal of salts or recalcitrant organic molecules.
· Compared to CAS, sludge generation is lower and disposal requirements are more infrequent.
· Due to the sludge's high solid concentration, less sludge dewatering is necessary.
· It is feasible to switch from the current traditional active sludge purification.
· Because, sludge particles are completely maintained in the bioreactor, sludge retention time (SRT) and hydraulic retention time (HRT) are completely independent.
· In contrast, in CAS, the biomass needs to form flocs, which then need to settle, and the settleability is correlated with the liquid retention.
· Higher biomass concentrations efficiently eliminate biodegradable compounds.
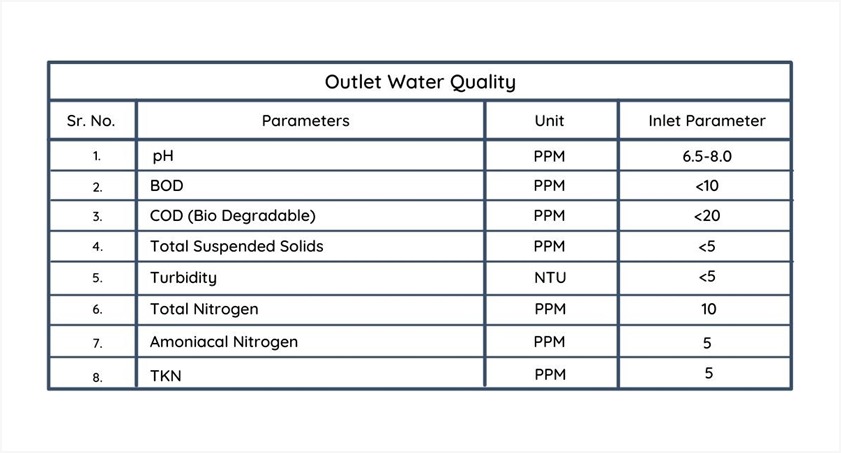
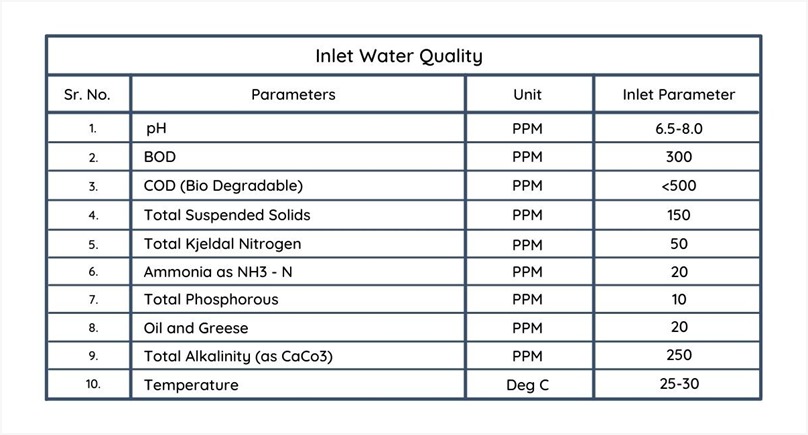
Influent Quality and Effluent (Outlet) Quality
Conclusion
Sewage treatment plants (STP) for institutions and housing societies as well as industrial wastewater treatment facilities, frequently use membrane bioreactor systems. Over the past few decades, membrane bioreactors have been used for a number of purposes, including sewage treatment and effluent treatment.
This includes the production of food and biofuels, as well as the manufacture of fine chemicals, proteins, antibiotics, and amino acids; removing contaminants; and treating wastewater.MBRs can also be used to treat landfill sludge. It is a sophisticated system that requires expert design.
Which factors are driving towards more eco-friendly sewage treatment approaches?
Growing environmental concerns regarding the disposal of industrial wastewater, and diminishing freshwater supplies in industrialised economies are what are driving the need for MBR technology. Urbanization, industrialization, and population increase will all improve the commercial picture.
These changes may strain natural resources and present unsustainable environmental concerns, depending on their makeup.In order to achieve long-term water management in both industrial and institutional segments, membrane bioreactor (MBR) technology is recognised as a key element of modern wastewater treatment and reuse schemes.
When it comes to MBR systems, Netsol Water offers these systems, with capacities ranging from 10 KLD to 2000 KLD.
Manufacturers of sewage treatment plants
We are the leading producer and supplier of sewage and effluent treatment systems in India. Our system is exceptionally reliable and cost-effective for use in an industrial environment. We work with each of our clients to give high-quality filtration systems at affordable pricing, since we are aware that you need the best systems available, at fair and competitive prices.
Netsol Water is Greater Noida-based leading water & wastewater treatment plant manufacturer. We are industry's most demanding company based on client review and work quality. We are known as best commercial RO plant manufacturers, industrial RO plant manufacturer, sewage treatment plant manufacturer, Water Softener Plant Manufacturers and effluent treatment plant manufacturers. Apart from this 24x7 customer support is our USP. Call on +91-9650608473, or write us at enquiry@netsolwater.com for any support, inquiry or product-purchase related query.
