

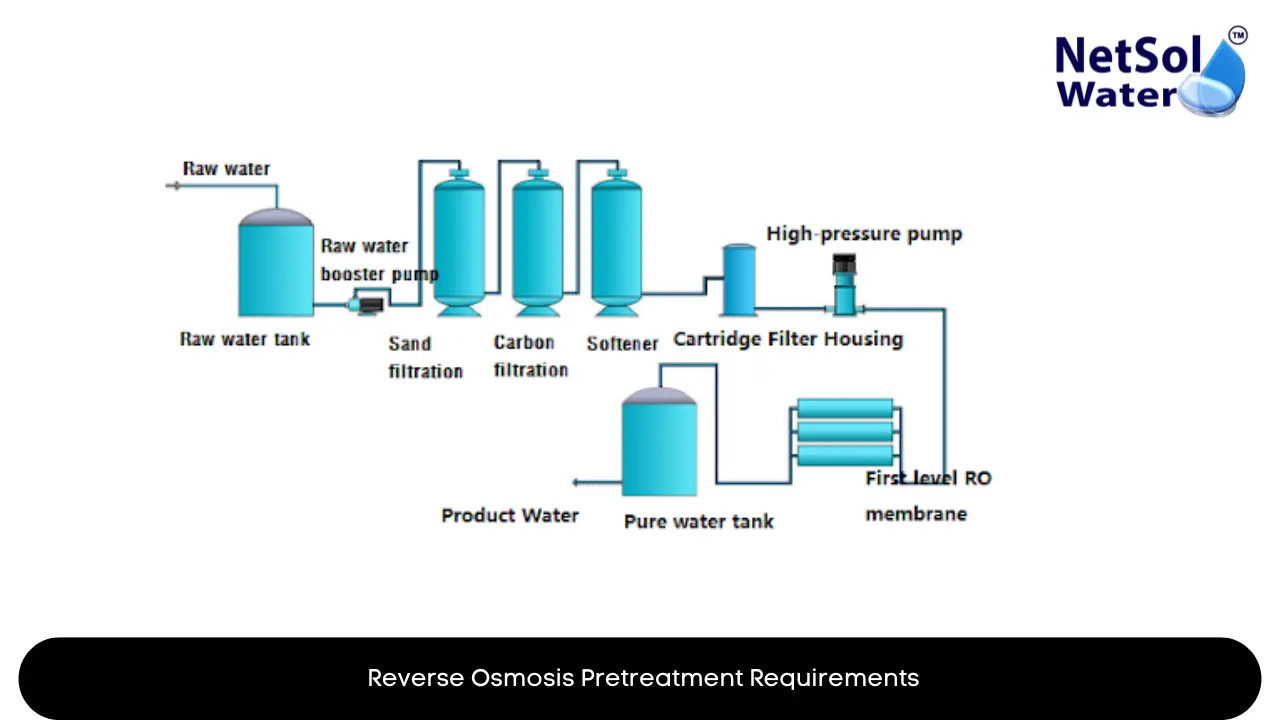
Reverse Osmosis Pre-Treatment Requirements
While reverse osmosis (RO) membrane technology serves as the heart of most industrial and municipal desalination plants, it alone cannot overcome the challenges posed by complex raw water sources like seawater or brackish groundwater. Extensive pretreatment is required to protect and optimise RO membrane arrays by removing contaminants that would otherwise foul, scale, or degrade these unsung water purification workhorses. From initial screening through multi-stage filtration and chemical conditioning, comprehensive pretreatment represents a vital supporting actor ensuring RO systems achieve their full longevity and productivity potential.
Let's explores the key pretreatment requirements and processes implemented upstream of RO systems.
Removing Suspended Solids
Even small particles of matter can cause serious damage. The spirally wound membrane elements in RO pressure vessels by clogging feed channels, depositing on surfaces, or even scratching thin film coatings. Multi-stage solid separation processes are thus essential pretreatment barriers.
Screening/Straining - The first line of defence involves robust screens or strainers capturing larger debris, plants, trash, and aquatic organisms down to around 100 microns from raw water intakes. Self-cleaning rotary drum screens see widespread adoption.
Clarification - Fed by screened water, clarifiers like inclined plate settlers or sedimentation basins allow physical settling to remove finer suspended silt, sand, and other grit before reaching membranes.
Granular Media Filtration - Arranged as deep-bed filters containing layers of anthracite coal, sand, and garnet, granular media captures any suspended particles larger than approximately 10-15 microns.
Membrane Filtration - At the finest pretreatment level, microfiltration (MF) or ultrafiltration (UF) membrane systems remove particles down to the 0.1 to 0.01 micron range, providing absolute barriers against fouling potential.
Depending on raw water quality, RO plants may utilize one or more of these processes in series to achieve the required <0.1 NTU turbidity and silt density index (SDI) specifications protecting membrane elements.
Disinfection and Microbial Control
Bacterial cells, microalgae, and spores present biofouling risks to RO systems through the development of biofilms that degrade membrane permeability. Oxidising disinfectants and removal processes are required to counter microbial growth.
Chlorination - Dosing chlorine gas or sodium hypochlorite provides disinfection and oxidation capacity to raw water and filtered process streams ahead of membranes. Residuals must be carefully monitored to avoid membrane oxidation.
Dechlorination - Systems frequently add reducing agents like sodium bisulfite before RO membranes to neutralise chlorine residuals and prevent damage to thin film composite materials.
UV Disinfection - Ultraviolet radiation at certain doses scrambles microbial DNA, halting reproduction while avoiding the introduction of chemical oxidants that could degrade membranes.
Microfiltration/Ultrafiltration - Membrane filtration serves the dual role of reducing microbial counts through physical exclusion while also removing suspended solids harbouring microbes.
Fouling Preventer Addition
Even with robust solids and microbe removal, RO plant pretreatment requires chemical additives that sequester, disperse, and inhibit residual contaminant precipitation through mechanisms including anti-scalants, coagulants, metal chelators, and acid addition.
Antiscalants - Antiscalant polymers disrupt mineral scaling ion nucleation and crystal adhesion/growth on RO membranes, preventing precipitation of calcium carbonate, silicates, sulfates and more.
Coagulants/Flocculants - Aluminum and iron salts or synthetic polymers agglomerate and settle colloidal and particulate matter below micron size ranges.
Metal Chelators - Compounds like polyphosphates bind and sequester metal ions preventing membrane scaling, fouling, and corrosion.
Acid Feed - Controlled acid addition lowers alkalinity to enhance calcium carbonate and sulfate solubility while also adjusting pH within RO membrane tolerance ranges.
Dispersants - Polyelectrolyte dispersants stabilize fine particles and break apart agglomerates that could deposit on membranes.
Cartridge Filtration
As the pretreatment barrier immediately upstream of RO arrays, cartridge filters deliver the final removal of any contaminants introduced from chemical additions and upstream processes. Housings loaded with string-wound polypropylene filters capture particles above 1-5 micron absolute ratings to prevent accelerated fouling and scaling. Differential pressure monitoring and regular replacement maintain membrane protection.
Energy Recovery
Interstage pumps boosting the feedwater pressure required to drive cross-flow separation in RO arrays represent massive operational energy expenditures. To enhance efficiency and sustainability, many systems incorporate energy recovery devices (ERDs) optimized to transfer hydraulic energy from the concentrated RO reject stream to the feed supply.
Centrifugal pumps - Pressure exchanger equipment from vendors like ERI or Dual Axial utilizes a reverse running pump impeller that is efficiently spun by the RO concentrate stream to impart energy into the feedwater.
Turbine/Generator - Large-scale pelton wheel turbines in the concentrate stream spin generators providing electricity to offset pumping energy demands.
Concentrate recirculation - ERD configurations may also feature concentrate recycle streams utilizing a positive displacement pump and control valve that redirects concentrate pressure back to the RO feed stream.
Deploying ERDs upstream allows maximising RO system recovery rates while minimising operating costs and carbon footprint through strategic energy reuse.
Conclusion
The extreme pressures and intricate membrane array hydraulics involved in high-purity desalination make reverse osmosis (RO) systems particularly vulnerable to fouling, scaling, and damage when exposed to raw water contaminants and organisms. Diligent pretreatment integrating screening, filtration, disinfection, chemical conditioning, and energy recovery devices provides an essential safeguard while also optimising productivity, operating costs, and system longevity. While pretreatment adds both capital and operating complexity, its role remains indispensable to sustainable desalination plant performance. Careful pretreatment design and maintenance promises the consistent permeate quality valued by industries and municipalities alike.
To explore customised commercial RO plants, Industrial RO plants, ETP or STP solutions for your needs in your areas and nearby regions, contact Netsol Water at:
Phone: +91-965-060-8473
Email: enquiry@netsolwater.com
