

How to maintain a clarifier?
Clarifiers are costly to purchase or repair, and downtime can be costly in terms of fines imposed by regulatory agencies as well as communities. Regular maintenance, an annual inspection of the mechanism, and the occasional touchup of the paint or coating system are simple and inexpensive preventative measures that will usually prevent the majority of problems. All clarifiers require maintenance on three components: the effluent system, the sludge removal system, and the drive.
Sludge removal system maintenance:
Squeegees sweep the tank floor in most sludge removal systems. It's critical that they sweep the floor clean. As a result, whenever the tank is drained, they should be inspected and adjusted. Seals are present at all rotating/stationary points in suction clarifiers. When influent is drawn directly into the underflow due to leaky seals, this is referred to as "short-circuiting." This can be avoided by replacing the seals as they wear.
Suction clarifiers can also become clogged. If the flow rate is low, riser pipe valves can become clogged. Indian debris can also clog suction header orifices. As a result, the tank should be cleaned on a regular basis. To remove dead leaves, some operators should schedule tank cleaning in the fall.
Effluent system:
The typical effluent system consists of a V-notched weir connected to a launder. The weir must be kept level, and both the weir and the launder must be clean and algae-free. This can be accomplished through regular cleaning with brushes and even chlorine. To aid cleaning, some operators coat the launders with epoxy paint.
Spring-loaded brushes attached to a rotating mechanism clean the weir, launder walls, and scum baffle in one cleaning system. Installing opaque laundry covers to prevent the entry of growth-promoting light is an effective way to stop algae growth.
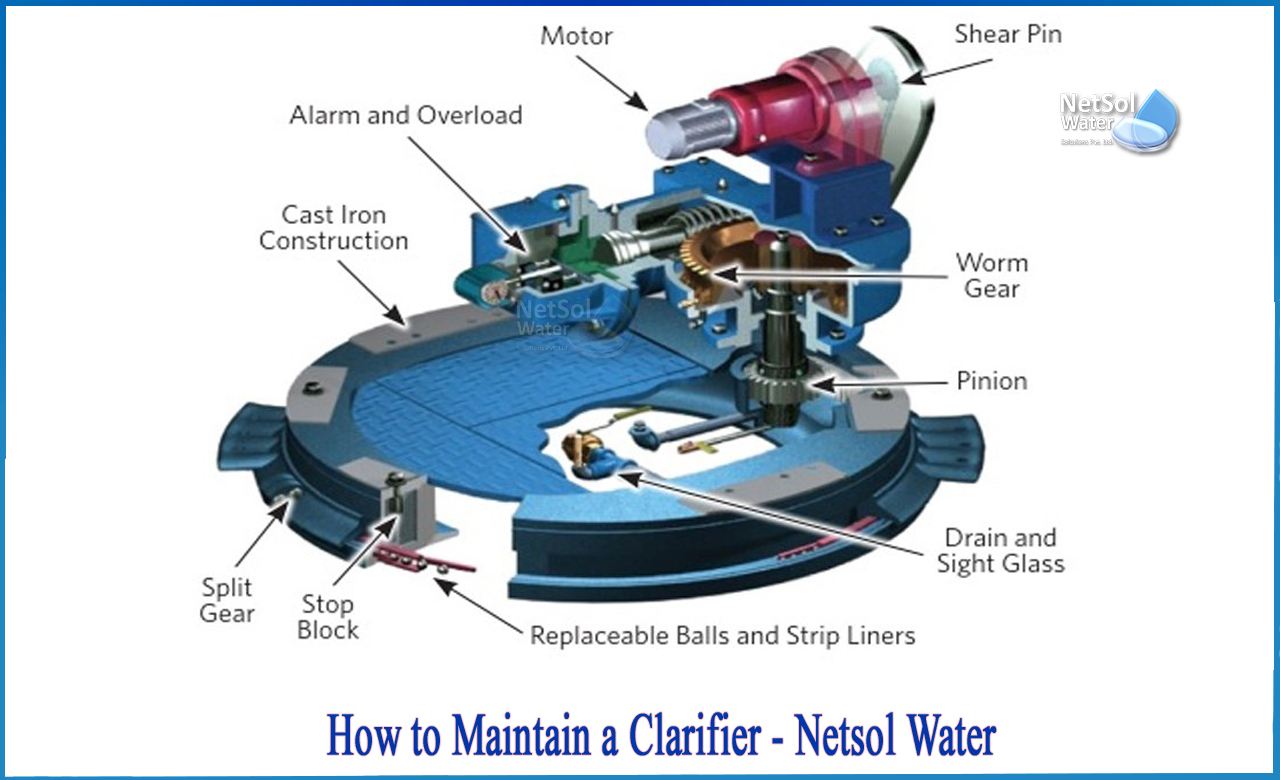
Clarifier drive maintenance:
Six factors must be considered for proper drive maintenance:
• Condensate removal: Water condenses and gathers in all clarifier drives, and if not removed, can cause the main gear and bearing to rust and fail quickly. Condensate is drained from clarifier drives via cock-type valves. The condensate should be drained at least once a week, and more frequently in areas with high rainfall or humidity. The operator should keep track of how quickly condensate accumulates in each drive and drain it accordingly.
• Lubrication: The primary and secondary reducers, as well as the main gear and bearing, all require lubrication. The reducers and main bearing run in grease or oil and may share an oil bath with the main gear, which is usually partially immersed in oil. Grease fittings or oil fillers and drains are located on the reducers, main bearing, and main gear casing.
• Torque control operation: An occasional check to assure that the torque control is working properly can save the drive and clarifier from catastrophic damage in the unlikely event of a malfunction.
If the torque alarm or motor cutout fails to activate at the specified torque levels, the torque control mechanism should be fixed as soon as possible.
• Maintenance and/or replacement of reducer bearings and seals: Bearings and seals in all types of primary and secondary reducers must be lubricated on a regular basis and replaced as needed. When seals and bearings fail, they must be modified in accordance with the manufacturer's specifications. Oil or grease will leak from worn seals. Bearings that are worn will make noise or become hot. They should then be modified before causing serious damage to the drive mechanism.
• Chain maintenance: Many modern drive units include cycloidal or planetary-gear reducers that are directly coupled to the drive motor and main gear. Such designs are more secure, efficient, and dependable, and they require less maintenance than traditional drive chains. Improper lubrication can cause the drive chain to prematurely wear out, and improper tensioning and/or sprocket misalignment can cause it to come off the sprockets.
The operator should also use a straightedge to check the alignment of the sprockets and modify the drive chain so that it is not too slack.
• Strip liner wear monitoring:Many older drive designs use hardened steel strips, referred to as "strip liners," as their primary bearing surface. Strip liners have a life expectancy of 10 to 20 years. Some manufacturers' precision main bearings, on the other hand, will easily outlast the rest of the clarifier mechanism if properly maintained. Excessive noise or a noticeable lowering of the top of the drive, which may cause the scrapers to drag on the clarifier floor, may indicate that the strip liners need to be replaced.
For more information, contact Netsol Water.

