

The water consumption and pollution of traditional wheat washing machines, however, have become more prominent in some countries, with improved environmental protection requirements for businesses, and this has a serious negative impact on the profitability and survival of flour processing businesses.
As a result, in recent years, research into wheat cleaning water-saving technologies and apparatuses has increased. Examples include the multilayer peeling, cleaning, and milling of wheat, the reusing and cycling system based on photoelectric detection and control, etc., due to the small profitability of flour businesses.
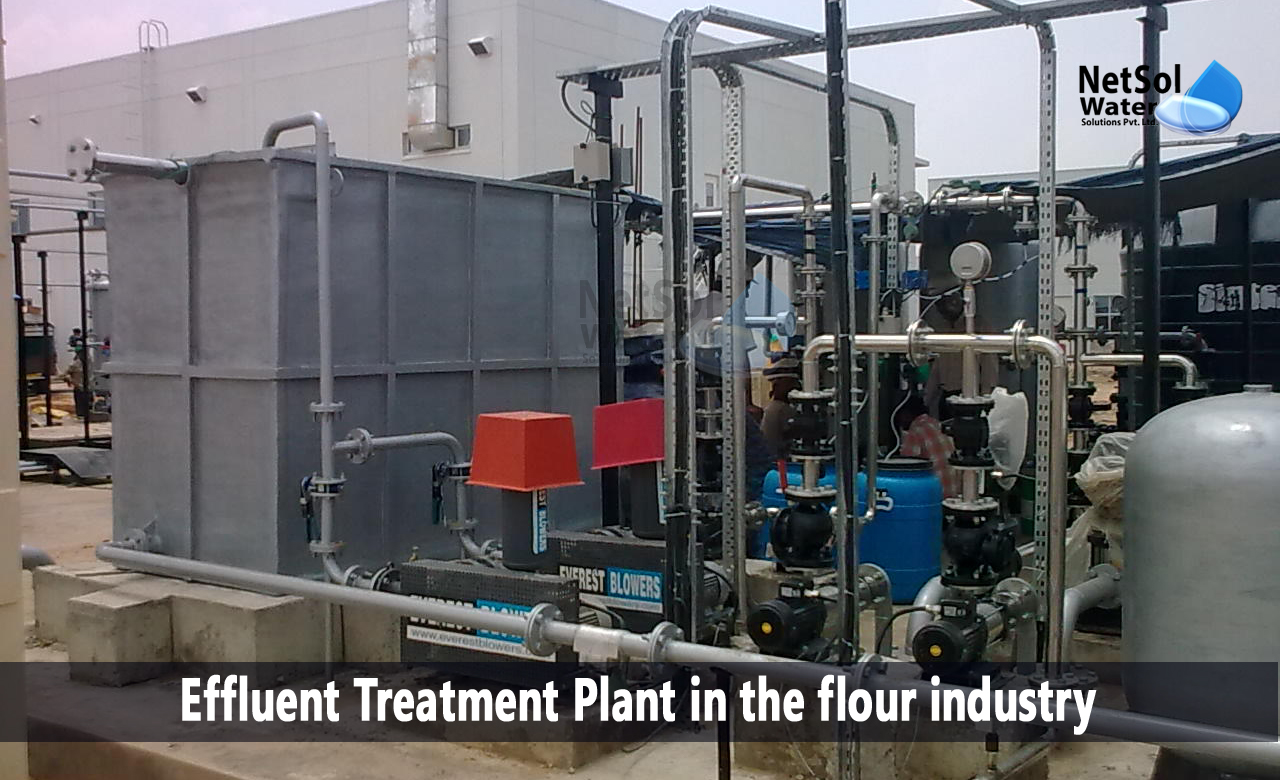
What are the need of ETP Plant in the flour industry?
The major steps in wheat milling technology are cleaning, grinding, screening, and purifying. There are two categories for cleaning: dry cleaning and wet cleaning.
Large flour milling operations typically employ dry cleaning, since it uses less water and produces less pollution. Although, the surface dust, microorganisms, eggs, insect pests, and disease grains, sediment, and dust embedded in the abdomen, are less cleaned by dry washing than by wet cleaning. Therefore, it is challenging to make high-quality flour.
Wet cleaning has the ability to remove more than 80% of the diseased wheat and pesticide residue, bleach out shrivelled wheat with no culinary value, and erase part of the wheat's epidermis during the drying process.
Water use in the flour milling industry
• Cleaning of milling machinery and apparatus.
• Cleaning or wetting the raw materials.
• Cleaning tasks: hand washing, using the restrooms, bathing, and clock rooms.
Water usage requirements in flour mills
• Potable water that complies with drinking water standards.
• Water must be tested for compliance.
• Water used to handle, wash, or otherwise prepare food must not include any contaminants or hazards, which could make the completed food product unhealthy.
• To prevent access by animals, birds, bugs, and other foreign materials, storage tanks and water pipes must be covered and constructed of non-toxic, corrosion-resistant material.
• Pipes used for non-potable water must be differentiated from those used for potable water, and must only be utilised for non-food uses.
Water micro flora in flour mills
· Acinetobacter, Achromobacter, Enterobacter, Flavobacterium, and Pseudomonas, are some bacteria that may survive in distilled water.
· All of the aforementioned bacteria, as well as Cytophaga, Vibrio, Moraxella, Aeromonas, Klebsiella, Bacillus, Micrococcus, Corynebacterium, Streptococcus, E. coli, Brucella, Clostridium, S. aureus, and Bacillus subtilis, can be found in RAW WATER used in flour manufacturing.
· Slime formation, which results from the deposition and aggregation of insoluble material in pipes, impacts flow rate as well as discoloration, bad odours, and taste.
· Turbidity, coloration, scents, taste, clogging of filters, and various poisons are all caused by algae.
Water pollution sources at the treatment plant
• Dried water kept in storage
• Distribution and storage systems with post-RO contamination
Plant for deionization
· Carbon filters
· Water Softeners
· Mixed beds for cation and anion exchangers
· Distribution and storage system
Water dosage requirements
• Residual chlorine is the quantity of accessible chlorine that is still present in water 20 minutes, after it has been added.
• For drinking, residual chlorine should range between 0.1 to 2 mg/l (ppm).
• Rinsing and washing: 5 ppm
• For CIP treatment, circulate 200 ppm hypochlorite for 2–5 minutes.
• Washing machine water: 50 to 100 ppm total chlorine
Wastewater treatment in flour mills
Sediments as solid waste and wastewater from the washing and filtration processes, are the two different types of wastewater, produced by the flour business. If effluent from the manufacturing process is dumped into bodies of water without being treated, it could contaminate the air, surface water, groundwater, and farmland's soil.
Prior to being released into the environment or reused, industrial wastewater treatment refers to the systems and procedures, utilized to clean up waterways that have been harmed in some manner, by anthropogenic industrial or commercial operations, and involves
• Checking
• Dust Removal
• The Flow Equalization
• Grease and Fat Removal
• Primary Treatment
• Secondary or biological treatment
• Tertiary treatment
Step 1: Before they cause harm to or clog the pumps and skimmers of the primary treatment clarifiers, pre-treatment removes items that can be easily recovered from the raw wastewater (trash, tree limbs, leaves, etc.).
Step 2: The influent sewage water is screened to remove any large objects carried in the sewage stream, such as cans, rags, sticks, plastic packets, etc. In large, modern facilities that serve a lot of people, this is typically done with an automated mechanically raked bar screen; but, in smaller or less advanced plants, a manually cleaned screen may be employed. The build-up on the bar screens or the flow rate are often taken into account, while timing the raking action of a mechanical bar screen.
Step 3: The solids are gathered and then either burned or dumped at a landfill. To maximise the removal of particles, bar screens or mesh screens of various diameters may be utilized.
Step 4: In order to allow for the settlement of sand, grit, stones, and broken glass, the velocity of the incoming wastewater can be altered in a sand or grit channel, or chamber during pre-treatment. These impurities are eliminated because they could harm pumps and other machinery. Grit removal is desired at larger plants but may not be required for small sanitary sewer systems.
Step 5: Under conditions of consistent flow, clarifiers and mechanical secondary treatment are more effective. Peak daily or wet-weather flow can be temporarily stored in equalisation basins.
Step 6: In addition to serving as a temporary holding area for incoming sewage during plant maintenance, basins also allow for the batch dilution and distribution of toxic or highly concentrated wastes, which could otherwise prevent biological secondary treatment.
Step 7: Aerators may also be included in flow equalisation basins, which also often have capabilities for bypass and cleaning, and variable discharge control. If the basin is located after screening and grit removal, cleaning might be simpler.
Step 8: The first stage of treatment involves briefly keeping the sewage in a still basin, so that heavier solids can sink to the bottom and lighter solids, such as oil and grease, can float to the top. The remaining liquid may be discarded or given secondary treatment once the settled and floating materials, have been taken out.
Step 9: Secondary treatment eliminates biological debris that is suspended and dissolved. In a controlled setting, native, water-borne microorganisms often carry out secondary treatment. Prior to discharging the treated water, secondary treatment or tertiary treatment may be necessary to eradicate the microorganisms.
Step 10: In order to allow rejection into a very delicate or fragile ecosystem, tertiary treatment is sometimes defined as anything that goes beyond primary and secondary treatment.
Step 11: Prior to discharge into a stream, river, bay, lagoon, or wetland, treated water may undergo chemical or physical disinfection (for example, via lagoons and microfiltration or reverse osmosis), or it may be utilized to irrigate a golf course, greenway, or park. Additionally, it can be utilized to recharge groundwater if it is sufficiently pure.
Effluent treatment plant manufacturer
Netsol Water business offers a wide range of specialized services, including design, installation, and commissioning, for the effluent treatment of flour mills. In order to assist you satisfy quality standards in crucial mill processes, and deliver the greatest output, our engineering team collaborates with your team.
Netsol Water is Greater Noida-based leading water & wastewater treatment plant manufacturer. We are industry's most demanding company based on client review and work quality. We are known as best commercial RO plant manufacturers, industrial RO plant manufacturer, sewage treatment plant manufacturer, Water Softener Plant Manufacturers and effluent treatment plant manufacturers. Apart from this 24x7 customer support is our USP. Call on +91-9650608473, or write us at enquiry@netsolwater.com for any support, inquiry or product-purchase related query.
