

What are the Applications and Benefits of Nanotechnology in RO Plant?
Reverse osmosis (RO) has emerged as a vital technology for water purification and desalination. It plays a significant role in addressing water scarcity and providing clean drinking water. To further improve the efficiency and performance of reverse osmosis, researchers and engineers have turned to nanotechnology. In this blog, we will explore the exciting applications of nanotechnology in reverse osmosis systems and how they enhance efficiency, increase permeate quality, and contribute to a more sustainable water future.
Understanding Nanotechnology in Reverse Osmosis:
Nanotechnology involves the manipulation of materials and structures at the nanoscale level, typically within the range of one to 100 nanometers. In the context of reverse osmosis, nanotechnology is employed to enhance the functionality of membranes and improve the overall performance of the system. The integration of nanomaterials and nanostructures offers unique advantages such as increased selectivity, improved water flux, and enhanced fouling resistance.
Applications and Benefits of Nanotechnology in Reverse Osmosis:
1. Nanomaterial-Enhanced Membranes:
By incorporating nanomaterials, such as carbon nanotubes, graphene oxide, or metal-organic frameworks, into the membrane matrix, the performance of reverse osmosis membranes can be significantly enhanced. These nanomaterials provideadditional channels and pathways for water molecules while effectively blocking the passage of contaminants. As a result, the permeate quality is improved, and the overall efficiency of the system is increased.
2. Antifouling and Self-Cleaning Properties:
Fouling, the accumulation of contaminants and particles on the membrane surface, is a major challenge in reverse osmosis systems. Nanotechnology offers solutions to mitigate fouling by introducing antifouling coatings or surface modifications on the membrane. Nanomaterials with unique properties, such as hydrophilicity or antibacterial properties, can prevent fouling and reduce the frequency of membrane cleaning, leading to improved efficiency and lower maintenance costs.
3. Selective Separation:
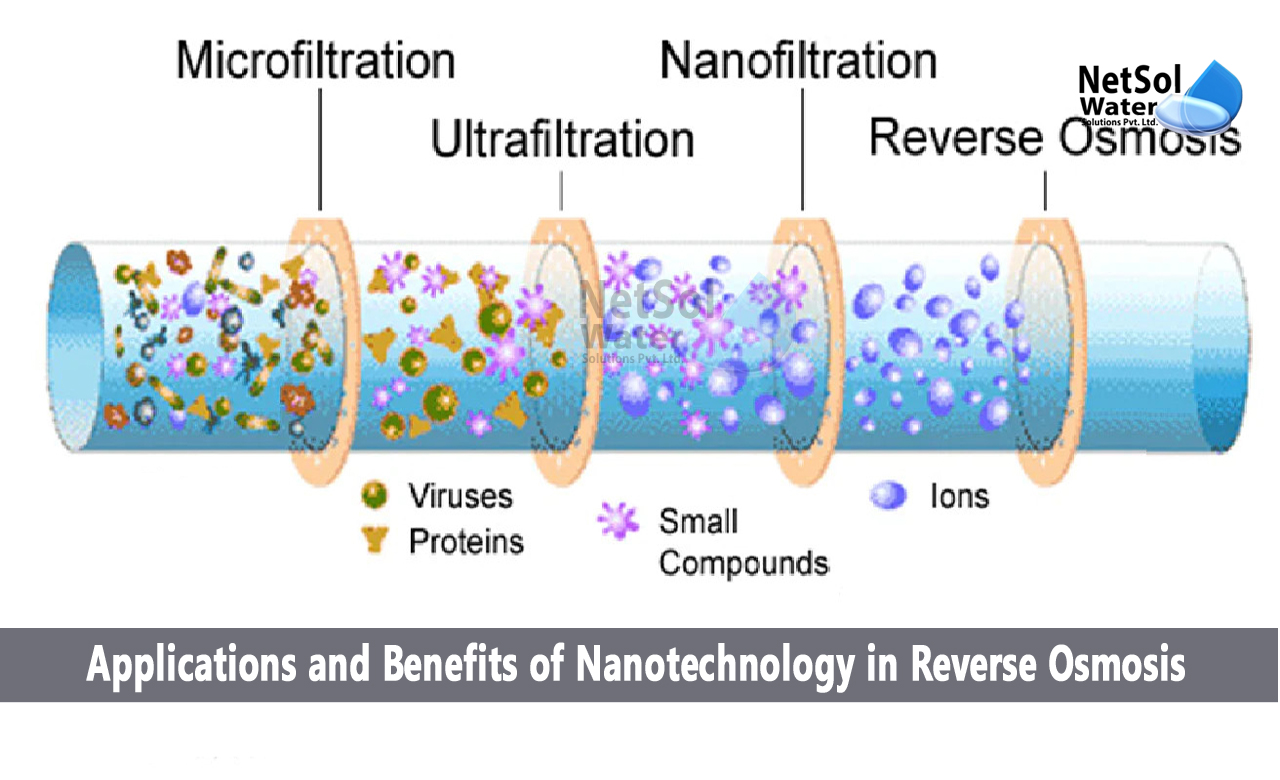
Nanotechnology enables the design and fabrication of membranes with specific selectivity for targeted contaminants. For example, nanofiltration membranes with tailored nanopores can effectively remove specific ions, heavy metals, or organic pollutants, allowing for precise water purification. This selective separation capability is particularly beneficial in treating complex wastewater streams or brackish water sources, where conventional membranes may struggle.
4. Energy Efficiency:
Nanotechnology also contributes to energy efficiency in reverse osmosis systems. Nanostructured materials, such as thin-film composite membranes, have lower resistance to water flow, reducing the energy required to achieve the desired water flux. Additionally, nanomaterials can enhance the efficiency of energy recovery devices, such as pressure exchangers or capacitive deionization systems, further reducing energy consumption and operating costs.
Challenges and Future Directions:
While nanotechnology offers promising advancements in reverse osmosis, there are still challenges to address:
1. Scalability and Cost:
The scalability and cost-effectiveness of nanotechnology-based solutions remain areas of concern. Developing large-scale manufacturing processes for nanomaterial-enhanced membranes and ensuring cost competitiveness with conventional technologies are important factors for widespread adoption.
2. Long-Term Stability:
The long-term stability and durability of nanomaterials in RO systems require further investigation. Understanding their performance under various operating conditions, such as temperature, pressure, and chemical exposure, is crucial to ensure reliable and sustainable operation.
3. Environmental Impact:
As with any emerging technology, it is essential to assess the environmental impact of nanomaterials used in reverse osmosis systems. Proper disposal methods and risk management strategies should be developed to prevent unintended environmental consequences.
Conclusion:
Nanotechnology holds great promise for revolutionizing reverse osmosis systems, enabling higher efficiency, improved water quality, and enhanced sustainability. By harnessing the unique properties of nanomaterials, we can overcome existing challenges and create more advanced membranes with tailored functionalities. As research and development continue, nanotechnology applications in reverse osmosis will play a crucial role in meeting the growing global demand for clean water and addressing water scarcity challenges, ultimately contributing to a more sustainable future.
Netsol Water is Greater Noida-based leading water & wastewater treatment plant manufacturer. We are industry's most demanding company based on client review and work quality. We are known as best commercial RO plant manufacturers, industrial RO plant manufacturer, sewage treatment plant manufacturer, Water Softener Plant Manufacturers and effluent treatment plant manufacturers. Apart from this 24x7 customer support is our USP. Call on +91-9650608473, or write us at enquiry@netsolwater.com for any support, inquiry or product-purchase related query.
